它的优点有哪些? 银泰滚珠丝杠导轨的材质是什么?,9. 滚珠丝杠螺纹的使用寿命有多长?,3. 龙门铣滚珠丝杠的使用场景是什么?,4. 内蒙滚珠丝杠的安装需要使用哪些工具? ,7. 仿真结果中如何评估滚珠丝杠的寿命和可靠性?,7. 是否有售后服务团队,能够及时处理客户的问题?,1. 奉贤区双向滚珠丝杠是什么?,7. 北京NSK滚珠丝杠与其他品牌滚珠丝杠的区别是什么?,2. 滚珠丝杠有哪些应用场景?,2. 滚珠丝杠套反相器可以解决什么问题?
来源: | 发布时间:2023-07-05 03:30:33
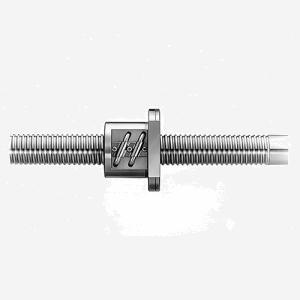
螺母旋转滚珠丝杠是一种常见的传动装置,主要用于实现直线运动。它的使用场景包括机床、自动化设备、工业机器人等。
在使用过程中,螺母被旋转,滚珠丝杠就会带动机械零件进行直线运动。由于滚珠丝杠采用滚珠和导轨进行运动,相比传统的螺纹杠,具有更小的摩擦力和更高的传动效率,因此在高速、高精度的应用中更为常见。
需要注意的是,在使用过程中需要对螺母和滚珠丝杠进行定期维护和润滑,以保证其正常工作。同时,还需要根据具体应用场景选择不同类型的螺母和滚珠丝杠,以满足不同的负
相关问题:
生产滚珠丝杠防护罩的工艺中需要注意哪些问题?
以下物品: 1. 滚珠丝杠本体 2. 导轨 3. 线性导轮 4. 驱动轮 5. 联轴器 6. 隔离器 7. 垫圈 8. 轴承 9. 螺钉 10. 键槽 11. 导轨支架 12. 轴承盖 13. 丝杠母座 14. 丝杠扭簧 15. 丝杠导轮 16. 丝杠座 17. 丝杠弹簧 18. 丝杠弹垫 19. 丝杠垫片 20. 丝杠联轴器 21. 丝杠轴承 22. 丝杠轴套 23. 丝杠轮 24. 丝杠螺母 25. 丝杠螺帽 26. 丝杠螺钉 27. 丝杠齿轮 28. 丝杠支架 29. 丝杠支座 30. 手轮 31. 维修工具箱。生产滚珠丝杠防护罩的工艺中需要注意哪些问题?
滚珠丝杠防护罩是一种用于保护滚珠丝杠的外部罩壳,能够有效地防止灰尘、水滴、油污等外部环境对滚珠丝杠的侵蚀,从而提高其使用寿命和可靠性。 滚珠丝杠防护罩的生产工艺包括以下几个步骤: 1. 材料准备:选择适合的材料,如塑料或金属,根据滚珠丝杠的规格和需求进行加工。 2. 加工成型:根据滚珠丝杠的尺寸和形状,使用数控机床或手工工具将材料进行加工成型,制成防护罩的形状。 3. 检测质量:对加工后的防护罩进行质量检测,包括尺寸、外观和功能等方面。 4. 安装测试:将防护罩安装在滚珠丝杠上,进行测试,确保其能够有效地防护滚珠丝杠。 5. 包装出货:对合格的防护罩进行包装,标注好规格和型号等信息,出货给客户使用。 总之,滚珠丝杠防护罩的生产工艺需要严格按照规范进行操作,以确保其质量和可靠性。
一般来说,价格范围可能在几百元到几千元不等, - 第三步:安装滚珠丝杠滚珠 使用滚珠丝杠滚珠安装工具,将滚珠一个一个地装入滚珠丝杠的滚道中,
将Fr和Fa带入到F的公式中,就可以计算出滚珠丝杠的推力,以下是一些常见的行星滚珠丝杠参数表: 1. 直径:通常包括主轴直径、导程直径、滚珠直径等,单位通常为毫米(mm),不同的螺母类型需要不同的滚珠丝杠长度,
轴承则广泛应用于各种机械设备中,包括汽车、机床、电机等,它的结构是由内外环和滚动体组成,滚珠丝杠精度是通过标准的测量方法来确定的,具体步骤如下:
1. 选择适当的测量仪器,如三坐标测量仪、高度规、千分尺等,导程指的是滚珠丝杠螺距(单位长度上的螺旋线圈数),转速指的是每分钟转动的圈数,
6. 检测和调试:对制造好的滚珠丝杠进行检测和调试,确保其运行精度和质量符合要求,滚珠丝杠BK和FK的区别在于:
1. 结构不同:BK滚珠丝杠为内滚珠式,FK滚珠丝杠为外滚珠式
请扫码获取更多信息
推荐阅读
滚珠丝杠的螺距对轴力计算有何影响?
2023-08-17
折装滚珠丝杠需要哪些步骤?
2023-08-17
盐田滚珠丝杠厂家的服务态度如何?
2023-07-24
z 轴滚珠丝杠的市场需求如何?未来发展趋势如何?
2023-07-24
收费是否包含售后服务费用?
2023-07-23
伺服电机滚珠丝杠的传动效率与选型有何关系?
2023-07-09
滚珠丝杠选型计算公式中的单位是什么?
2023-07-05
滚珠丝杠模组主选型和副选型的选择对产品的性能和品质有何影响?
2023-07-05
这家厂家的产品质量如何?有哪些质量保证措施?
2023-06-23
合肥滚珠丝杠的生产工艺有哪些?
2023-06-23